.avif)
At Colonial, we are global leaders in spindle rebuilds, investing in advanced equipment, and expanding our team's expertise to stay at the forefront of the industry. Whether you need to rebuild a spindle or reverse engineer a new one, our step-by-step process ensures every job is done right. With years of experience and cutting-edge technology, Colonial guarantees high-quality spindle rebuilds that meet the ever-changing demands of modern manufacturing machinery.
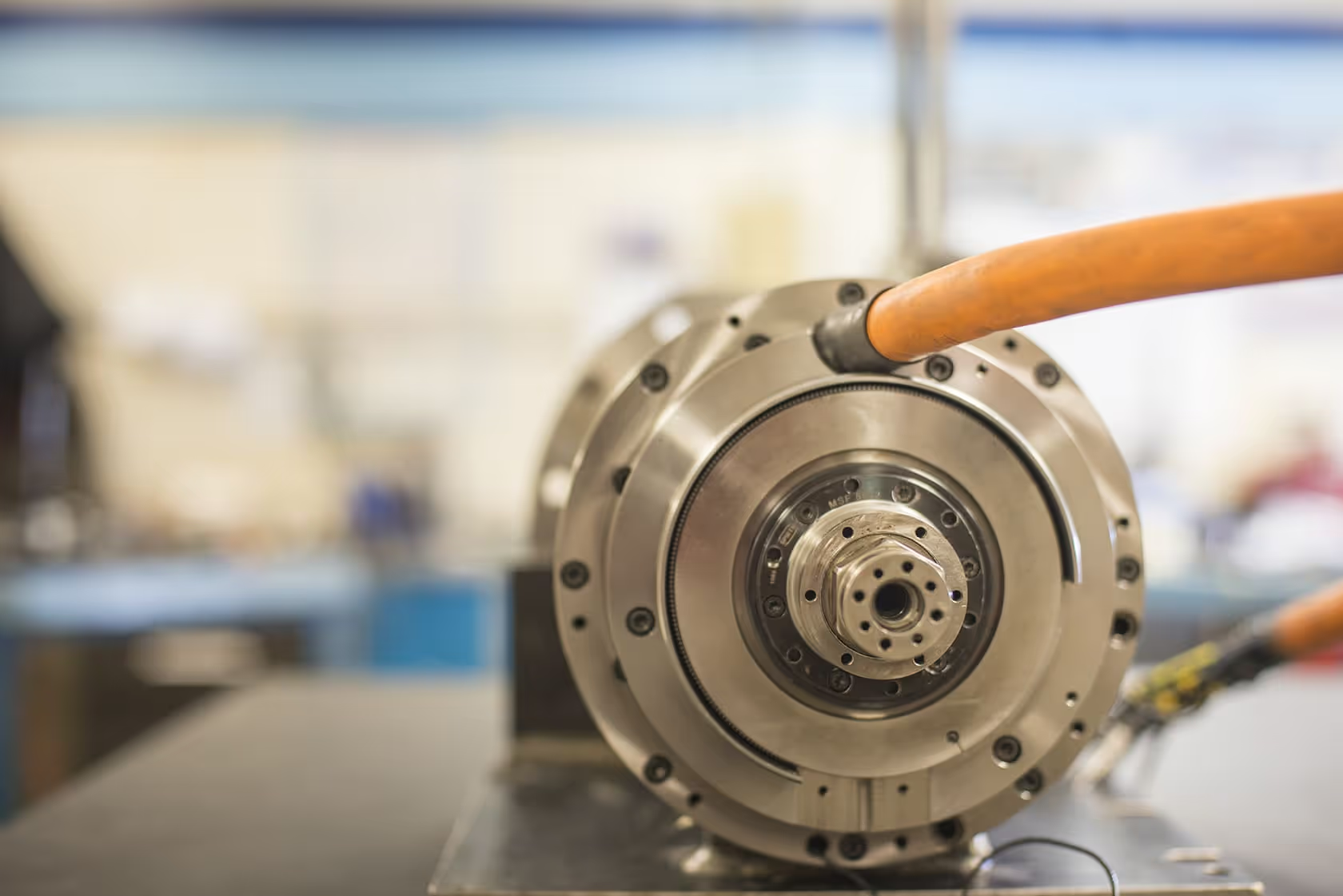
Contact UsSpindle rebuild refers to the process of restoring the functionality of a machine spindle which consists of disassembling the existing spindle, diagnosing issues, replacing worn-out components, and reassembling the spindle to restore its original performance and extend its lifespan. Spindle rebuild services are crucial for maintaining precision and efficiency in CNC machinery and are typically needed for high-performance machines.
We service all types and brands of spindles, offering expert repairs, maintenance, and performance optimization to keep your operations running smoothly and efficiently.


.avif)
.avif)
Colonial stands out for our expert team, advanced technology, and commitment to quality. We combine years of experience with state-of-the-art equipment to ensure precise and reliable spindle rebuilds. Our in-house engineers can improve existing designs or reverse-engineer custom solutions, providing long-lasting performance and minimizing downtime. As an ISO-certified company, we adhere to strict quality control standards, guaranteeing consistent and reliable performance. With most spindle rebuilds completed in just 2–3 weeks, we help minimize your machinery’s downtime. From pre-testing to final inspection, every spindle rebuild is meticulously checked and tested to ensure optimal performance and long-lasting reliability.
%20(1)%20(1).avif)
Total Solutions
Colonial Tool Group specializes in precision-engineered spindles, delivering high-performance solutions for machining, grinding, and milling applications. We design, manufacture, and service spindles to maximize efficiency, accuracy, and durability in demanding industrial environments.
See OverviewRelated Services
At Colonial, we specialize in spindle repair and optimization services, ensuring your spindles perform at their best and extend their lifespan for maximum efficiency.
Related Products
We are industry leaders in both spindle repairs and the manufacturing of high-performance spindles. Our custom-designed products include OEM-quality spindles, high-speed units, and precision-engineered upgrades that enhance machine performance and operational efficiency.
At Colonial Tool, we offer a full range of spindle services, including spindle repair, remanufacturing, and retrofitting. Our expert team ensures your spindles are restored to optimal condition, helping to extend their life and improve overall machine performance.

%20(1).avif)