.avif)

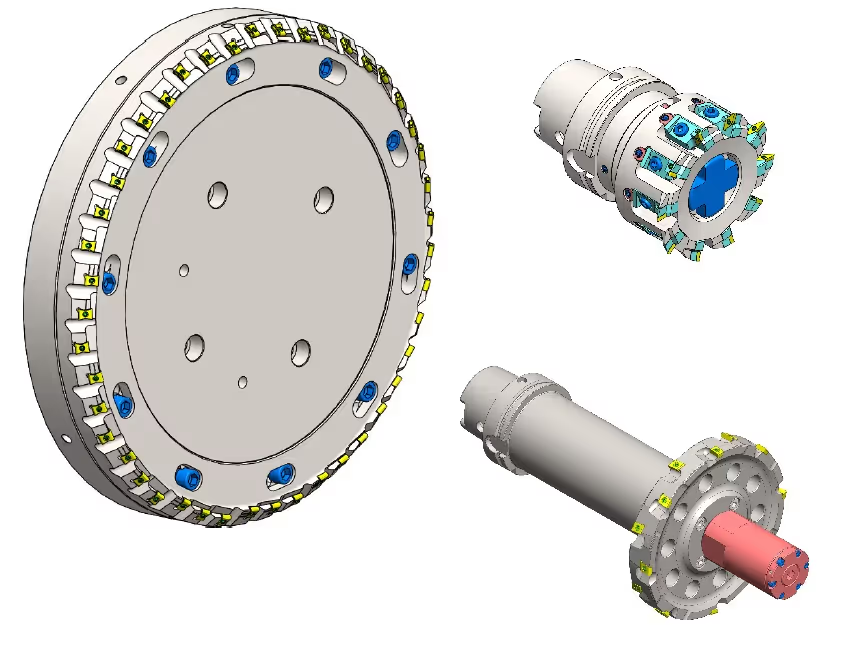
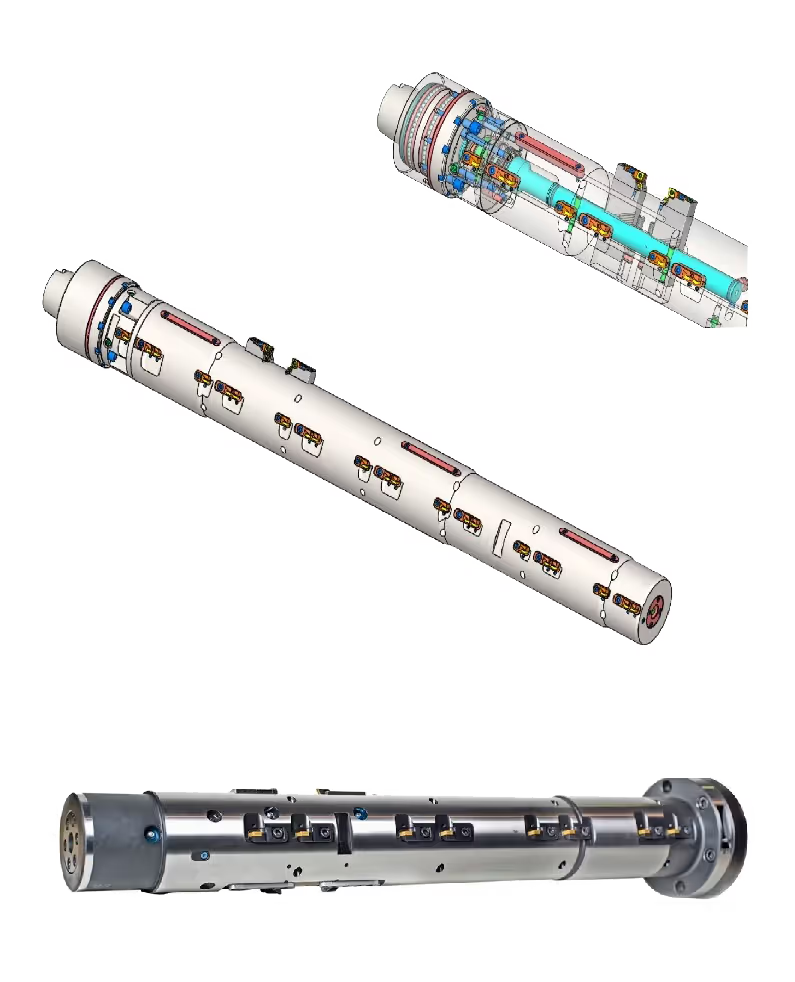
Colonial Tool’s ACTS division manufactures precision Milling Cutters that are engineered for longer tool life and reduced scrap. These advanced tools offer flexibility and efficiency, ensuring your operations are streamlined, with less downtime and setup time, delivering reliable results for your business.
Contact Us.avif)
At Colonial Tool Group, we stand behind the quality of our products. Our standard warranty covers manufacturing defects for one year from the date of shipment. For added peace of mind, we offer extended warranties. Depending on the complexity of the product and its application, customized warranty terms can be established when the quote is issued. Contact us to discuss a warranty plan that meets your specific needs.
%20(1).avif)
Total Solutions
Colonial Tool's Advanced Cutting Tool Systems (ACTS) division is a world leader in the design and build of indexable cutting tool solutions. We are committed to developing cost-effective indexable cutting tool solutions that empower our customers to maintain a competitive edge in today's dynamic manufacturing landscape
See OverviewTotal Solutions
Colonial Tool's Advanced Cutting Tool Systems (ACTS) division is a world leader in the design and build of indexable cutting tool solutions. We are committed to developing cost-effective indexable cutting tool solutions that empower our customers to maintain a competitive edge in today's dynamic manufacturing landscape
See OverviewRelated Products
Our advanced cutting tool systems are engineered to maximize precision and efficiency in even the most demanding applications. Colonial’s high-performance products, including custom tooling and precision upgrades, ensure optimal results in every machining operation.
Related Services
Colonial ensures your advanced cutting tool systems maintain optimal precision and efficiency, offering expert servicing to support your high-performance machining processes.
Give one of our regional offices a call or write a message via the contact form. We look forward to hearing from you and will get back to you asap.


.avif)

.avif)
